Full Analysis of Lithium-ion Battery Pulping System
In recent years, the application of lithium-ion batteries in the field of energy storage has continued to deepen, not only becoming the core energy storage carrier for power grid peak regulation (supporting stable operation during power grid load fluctuations), but also playing a key role in the field of renewable energy (solar and wind energy) energy storage – by storing intermittent power generation results, solving the pain point of supply-demand mismatch when new energy is connected to the grid. This trend not only promotes the iteration of lithium-ion battery technology towards high safety and long lifespan, but also accelerates the scale reduction of manufacturing costs.
Pulp making system: the core center of lithium-ion battery manufacturing
The preparation of positive/negative electrode slurry is the core process of lithium-ion battery manufacturing, and its dispersion uniformity and stability directly determine the electrochemical performance (such as capacity, cycle life) and safety boundary (such as thermal runaway protection) of the battery. The mainstream pulp making systems in the current industry can be divided into three categories based on process principles. Each type of system shows significant differences in material adaptability (such as high viscosity pulp, nanoscale raw materials), production efficiency (such as batch production capacity, continuous output capacity), and pulp quality (such as dispersion uniformity, particle size distribution), and needs to choose an appropriate solution according to production needs.
1. Intermittent: Dual Planetary Vacuum Stirring System
The dual planetary vacuum stirring system is the most mature pulping process applied in the lithium battery industry, and its core working principle is to achieve material mixing through the composite effect of “mechanical shear force+three-dimensional motion of the container”. The system is driven by planetary gears and consists of two sets of stirring blades (one frame type blade and one dispersing blade in the conventional configuration), which rotate at high speed while revolving around the center of the stirring cylinder. Combined with a vacuum environment (usually ≤ -0.09MPa), it can effectively remove bubbles from the slurry and avoid pinhole defects in the subsequent polarizer.
The typical structure includes a double-layer insulated mixing tank (which can control the temperature of the slurry), a hydraulic lifting system (which facilitates feeding and cleaning), a vacuum sealing device (which prevents air from entering), and an intelligent temperature control module (which maintains the optimal mixing temperature of the slurry at 25-40 ℃). The advantage of this system lies in its adaptability to various raw material systems (such as oily PVDF slurry, water-based SBR/CMC slurry), but its deep aggregation and crushing effect on nanoscale conductive agents (such as carbon nanotubes) is limited, and auxiliary dispersion methods need to be used to improve uniformity.
2. Continuous pulping system
working principle
The raw materials are continuously fed into the pulp making unit through high-precision measuring and conveying devices (such as screw feeders to accurately control the powder feeding amount, and diaphragm pumps to stably transport liquid raw materials), and then go through the “primary mixing multi-stage shearing fine dispersion online maturation” process in a closed pipeline or reaction chamber, finally forming a stable pulp and continuously outputting it. The entire process involves real-time monitoring of the viscosity and particle size distribution of the slurry, dynamically adjusting the stirring speed and shear strength to ensure consistent quality of each batch of slurry.
structural characteristics
The system consists of four core modules: ① Raw material metering and conveying module (including powder weight loss feeding and liquid mass flow meter, with measurement accuracy of ≤± 0.5%); ② Continuous mixing and dispersing unit (connected in series with 3-5 stages of stirring chambers, equipped with an online high-speed disperser (speed 10000-15000r/min) and a static mixer to enhance micro dispersion); ③ Temperature and pressure control module (stabilizes the slurry temperature at 30-50 ℃ through jacket temperature control, and controls the pipeline pressure at 0.1-0.3MPa to avoid bubble generation); ④ Slurry conveying and filtration module (equipped with bag filters (precision 10-20 μ m) and peristaltic pumps to achieve shear free conveying). By coordinating the linkage of various modules through the PLC automation control system, the production efficiency is increased by 30% -50% compared to intermittent mode.
3. Semi continuous pulping system
working principle
Combining the technological advantages of intermittent and continuous methods, a two-step model of “pre mixing+continuous post-treatment” is adopted: the first step is to complete the preliminary mixing of raw materials through an intermittent mixing tank (such as pre dispersion of active substances, conductive agents, and solvents to form a pre mixed slurry with a solid content of 30% -40%); The second step is to continuously input the pre mixed slurry into the subsequent processing unit through a conveying pump. After online shear dispersion (further crushing residual aggregates) and pipeline maturation (maintaining a temperature of 40-50 ℃ for 1-2 hours), the finished slurry is formed. This mode not only solves the problem of low efficiency in intermittent mode, but also avoids the strict requirements for raw material stability (such as powder flowability) in continuous mode.
structural characteristics
The system consists of two main units: ① Intermittent premix unit (equipped with a closed tank with stirring and a low-speed stirring blade (speed 200-500r/min) for macroscopic mixing); ② Continuous post-processing unit (consisting of an online disperser (shear rate ≥ 10 ^ 5s ^ -1), a sleeve type maturation pipeline (with temperature control jacket), and an intermediate buffer tank). The buffer tank can store pre mixed slurry with a production capacity of 1-2 hours, balancing the production rhythm of the front and rear units, and is suitable for flexible production of small and medium-sized, multi variety slurry.
Key process of pulp making system: the core link to ensure pulp quality
1. Raw material pretreatment: laying the foundation for dispersion
Powder dispersion
Positive and negative electrode active materials (such as positive electrode lithium cobalt oxide, lithium iron phosphate, negative electrode natural graphite, artificial graphite) and conductive agents (carbon black, graphene, carbon nanotubes) are mostly in powder form, and due to their high surface energy, they are prone to form a composite aggregation structure of “micrometer sized aggregates surrounding nanometer sized particles”. Need to be processed by gradient mechanical force: high-speed stirring (speed 800-1500r/min) can initially disperse micron sized agglomerates, while grinding (such as ball mills and sand mills) is targeted at harder agglomerates; In some scenarios, dispersants (such as CMC in water-based slurries and dispersants in oil-based slurries) need to be added to reduce the surface energy of particles, but there is still a bottleneck in the uniform dispersion of nanoscale particles. At this time, ultrasonic dispersion lithium-ion battery slurry technology can be introduced to improve the dispersion uniformity by tearing apart deep aggregates through high-frequency cavitation effect.
If the powder dispersion is poor (such as incomplete fragmentation of carbon black aggregates), it will cause a “breakpoint” in the electrode conductive network, resulting in a 5% -15% increase in battery internal resistance and a 3% -8% decrease in charge and discharge efficiency.
Liquid raw material impurity removal
Solvents (such as N-methylpyrrolidone (NMP) commonly used for positive oily slurry and deionized water for negative aqueous slurry) and binder solutions (such as SBR lotion and PVDF solutions) need to undergo multi-step impurity removal: solvents remove low boiling point impurities by distillation (NMP distillation purity ≥ 99.9%), and binder solutions remove undissolved polymer particles by filter cartridge filtration (precision 0.5-1 μ m); Metal impurities need to be treated with ion exchange resin or magnetic iron remover to avoid the risk of thermal runaway caused by micro short circuits inside the battery due to metal particles (such as Fe and Cu chips).
2. Mixing and dispersion: achieving micro uniformity
stir and mix
By rotating the mixer, the macroscopic homogenization of the raw materials is achieved, forming a preliminary slurry system. The selection of mixing blades should match the viscosity of the slurry: anchor blades are suitable for initial mixing of high viscosity slurry (viscosity ≥ 10000mPa · s), which can avoid local sedimentation; The dispersed disc propeller (with serrated structure) generates radial shear force through high-speed rotation (speed 2000-5000r/min) to enhance the solid-liquid mixing effect. The stirring time should be adjusted according to the solid content of the slurry. For example, graphite slurry with a solid content of 50% usually needs to be stirred for 30-60 minutes to ensure no obvious powder agglomeration.
Shear dispersion
By using a high-speed rotating dispersing disc (with a linear velocity of 15-25m/s) or a shearing blade, strong shear force is generated to break down residual aggregates and achieve micro uniform dispersion. For example, in the negative electrode graphite slurry, the graphite layers are prone to stacking and forming “flake aggregation” due to van der Waals forces. High shear dispersion can peel off the stacked layers, making the graphite layers evenly distributed and improving electrode conductivity. After shear treatment, the particle size distribution Span value of the graphite slurry can be reduced from 1.5 to below 0.8 (Span=(D90-D10)/D50, the smaller the value, the more uniform the dispersion).
Ultrasonic dispersion (auxiliary)
As a supplementary means of mechanical dispersion, ultrasonic dispersion utilizes the cavitation effect of ultrasound (frequency 20-100kHz) to generate instantaneous high temperature (≥ 5000K), high pressure (≥ 100MPa), and microjet in the slurry, efficiently crushing nanoscale aggregates. Its core advantage lies in the ability to overcome the limitations of mechanical shear when dealing with nano conductive agents such as carbon nanotubes and graphene, achieving monodisperse or near monodisperse states and making the conductive network denser; However, due to the high energy consumption per unit time (about 3-5 times that of mechanical dispersion), it is often used as a combination process of “mechanical dispersion+ultrasonic assistance” in large-scale production, and is more widely used in the preparation of small batch high value-added slurries (such as silicon carbon negative electrode slurries).
3. Maturation process: optimizing the rheological properties of the slurry
The core function of maturation is to enable the slurry to achieve “molecular level fusion” under controlled conditions: binder molecules (such as SBR, PVDF) slowly penetrate to the surface of the active substance and conductive agent, forming a uniform coating layer; The solvent gradually fills the gaps between particles, balances the internal stress of the slurry, and ultimately improves the stability (no delamination after 24 hours of standing) and rheological properties (viscosity fluctuation ≤ 5%) of the slurry.
If the curing is insufficient, defects such as stripes and edge thickening are prone to occur during the coating of the slurry; If the curing is excessive, the adhesive may undergo excessive cross-linking, resulting in a decrease in the flexibility of the polarizer (which is prone to cracking during bending testing). In actual production, the curing parameters need to be adjusted in conjunction with the slurry system: water-based SBR/CMC slurry is usually controlled at a temperature of 30-45 ℃ and a time of 4-8 hours; oil-based PVDF slurry, due to its higher viscosity, needs to maintain a temperature of 45-60 ℃ and a time of 8-12 hours, while avoiding particle settling by low-speed stirring (speed 50-100r/min).
4. Slurry filtration: building a strong safety defense line
The core purpose of filtration is to remove “harmful impurities” generated during the pulping process, including metal shavings generated by equipment wear (such as stainless steel particles worn by stirring blades), residual coarse particles in raw materials (such as unreacted powder during active substance synthesis), and incompletely dispersed aggregates (particle size>50 μ m). If these impurities enter the subsequent process, they may scratch the coating die (causing uneven coating thickness), pierce the electrode separator (causing internal short circuit), and seriously affect the battery life and safety.
Common filtration methods include bag filtration (suitable for high viscosity slurries, with a large filtration area and less likely to clog) and filter cartridge filtration (suitable for low viscosity slurries, with controllable accuracy). The filtering accuracy needs to match the thickness of the polarizer: for example, when the thickness of the polarizer is less than 100 μ m, the filtering accuracy is usually controlled at 5-10 μ m; When the thickness of the polarizer is 100-200 μ m, the accuracy can be relaxed to 10-20 μ m. At the same time, it is necessary to control the filtration pressure (≤ 0.2MPa) and flow rate (adjusted according to the filtration area, usually 1-3m ³/h) to avoid excessive pressure causing the filter screen to rupture or low flow rate affecting production efficiency.
Application scenarios of laboratory ultrasonic dispersion lithium-ion battery slurry
In the scenario of lithium-ion battery research and development laboratory, ultrasonic dispersion technology is the core tool for exploring new slurry formulations and optimizing dispersion processes. Its application characteristics are significantly different from industrial production:
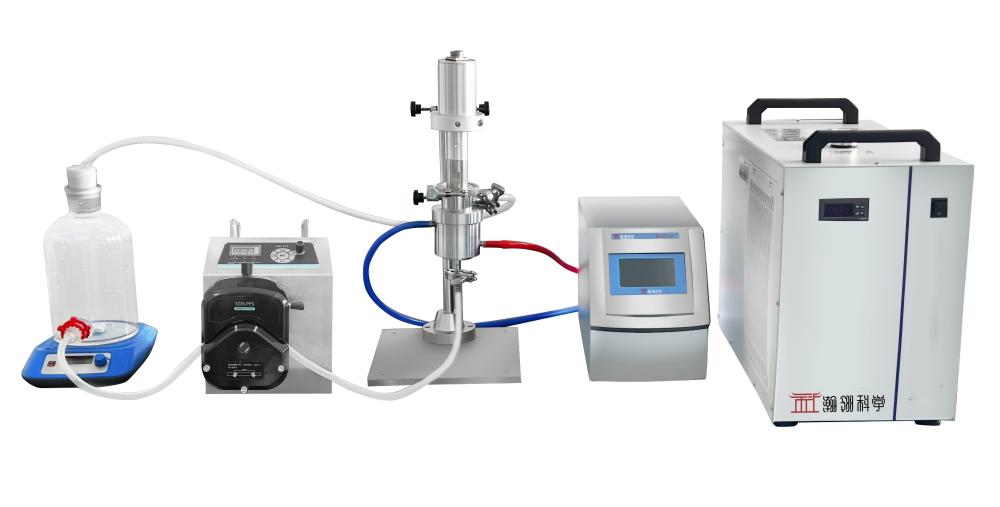
The commonly used equipment in the laboratory is a probe type ultrasonic disperser (power 50-300W, frequency 20-40kHz), which can adapt to small-scale slurry preparation of 10-500mL by replacing probes with different diameters (such as 6mm, 10mm), meeting the needs of formula screening, dispersion mechanism research, etc. Accurate control of key parameters is required during the operation process: ultrasound power (usually set at 80-150W for carbon nanotube slurry to avoid particle structure damage caused by excessive ultrasound), ultrasound time (5-30min, adjusted according to the solid content of the slurry, such as 15-20 minutes for silicon carbon slurry with a solid content of 20%), temperature control (maintain the slurry temperature at 25-35 ℃ through water bath or ice bath to prevent ultrasonic thermal effect from causing adhesive denaturation).
The core value of laboratory ultrasound dispersion lies in:
- Single variable control can be achieved, such as fixing other conditions and adjusting only the ultrasound power, to study the effect of dispersion on battery performance (such as capacity and internal resistance);
- For new raw materials such as two-dimensional material MXene and new conductive agents, their dispersion feasibility in slurries can be quickly verified, providing data support for industrial applications;
- Without considering the energy consumption cost of large-scale production, we can focus on verifying the correlation between dispersion effect and battery performance, such as observing the dispersion state of the conductive agent after ultrasound through transmission electron microscopy (TEM), and combining with battery cycle testing to determine the optimal dispersion process parameters.
In addition, in laboratory settings, ultrasound dispersion is often combined with other methods (such as ultrasound+low-speed stirring), which not only uses ultrasound to break down nano aggregates, but also achieves macroscopic uniformity through stirring, providing an efficient technical path for the development of new lithium-ion battery slurries.