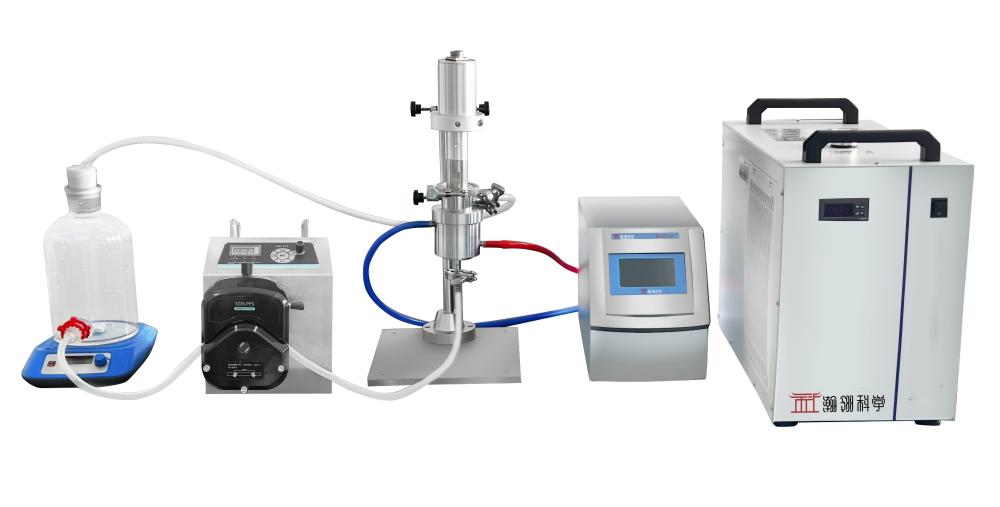
Ultrasonic Homogenizer Ultrasonic Extraction with Titanium Probe
Designed to elevate your lab or production efficiency, our ultrasonic homogenizer and extraction system—equipped with a high-performance titanium probe—combines cutting-edge ultrasonic technology with durable materials, delivering consistent, high-quality results across diverse applications. Below are its core advantages tailored to meet your operational needs:
1. Titanium Probe: Durability & Versatility for Long-Term Use
The system’s probe is crafted from medical-grade titanium, a material chosen for its unmatched performance in harsh or sensitive environments:
– Exceptional Corrosion Resistance: Withstands strong solvents (e.g., acids, alkalis), high temperatures, and oxidative substances, avoiding probe degradation or sample contamination—ideal for pharmaceutical, food, and environmental testing.
– Superior Mechanical Strength: Maintains structural integrity even under prolonged high-intensity ultrasonic operation, reducing replacement frequency and lowering long-term maintenance costs.
– Biocompatibility & Hygiene Compliance: Meets FDA and GMP standards for contact with food, drugs, and biological samples, eliminating risks of material leaching and ensuring product safety.
– Efficient Energy Transfer: Titanium’s high acoustic conductivity ensures ultrasonic energy is transmitted evenly to the sample, avoiding localized overheating or uneven processing.
2. Ultrasonic Homogenization: Fine, Uniform Results in Seconds
For homogenizing emulsions, dispersing nanoparticles, or breaking cell walls, the system outperforms traditional methods (e.g., mechanical stirring, high-pressure homogenizers):
– Ultrafine Particle Sizes: Achieves particle diameters as small as 0.1–10 μm, creating stable emulsions (e.g., cosmetic creams, pharmaceutical suspensions) that resist separation over time.
– Rapid Processing: Completes homogenization in 30 seconds to 5 minutes—far faster than mechanical methods—saving time for high-throughput labs or production lines.
– Gentle, Heat-Minimized Operation: Ultrasonic cavitation acts locally, minimizing overall sample heating. This protects heat-sensitive components (e.g., proteins, enzymes, active pharmaceutical ingredients) from denaturation.
3. Ultrasonic Extraction: High Yield, Cost & Eco Efficiency
For extracting active compounds (e.g., herbal extracts, plant oils, bioactive peptides), the system solves common pain points of traditional extraction (e.g., Soxhlet, maceration):
– Maximized Extraction Yield: Ultrasonic cavitation disrupts cell walls thoroughly, releasing target compounds more effectively—boosting yields by 20–50% compared to conventional methods.
– Time & Solvent Savings: Cuts extraction time from hours to 10–30 minutes and reduces solvent usage by 30–60%, lowering material costs and minimizing waste disposal efforts (eco-friendly).
– Preserves Active Ingredients: The low-heat, short-duration process avoids degradation of thermolabile or volatile compounds (e.g., polyphenols, essential oils), ensuring extracted products retain full potency.
4. User-Friendly Design for Wide Application
Beyond performance, the system is built for ease of use and flexibility:
– Adjustable Parameters: Intuitive controls let you tweak ultrasonic power (10–1000W), processing time, and pulse mode to match sample types (e.g., viscous liquids, hard tissues, delicate biomaterials).
– Probe Compatibility: Multiple interchangeable titanium probes (5mm–25mm diameters) are available, fitting sample volumes from 0.5mL (microcentrifuge tubes) to 10L (industrial tanks).
– Stable & Reliable Operation: Built-in overload protection and temperature monitoring prevent equipment damage and ensure consistent results across batches—critical for quality control.
Whether you’re a lab researcher optimizing experiments, a manufacturer scaling production, or a formulator prioritizing product quality, this ultrasonic system with a titanium probe delivers the efficiency, durability, and versatility you need.
If you want to purchase equipment, please click here.