Dispersed Photovoltaic Conductive Paste
The core function of a solar power generation system relies on the photovoltaic effect of semiconductor materials to achieve photoelectric conversion: when solar radiation penetrates the anti reflection film on the surface of the battery, the energy is absorbed by the internal semiconductor, and photons excite electrons in the lattice to break free, forming electron hole pairs; These charge carriers migrate directionally under the drive of the built-in electric field in the PN junction – electrons move towards the N region and holes move towards the P region, ultimately forming a stable potential difference at both ends of the battery. After connecting to an external circuit, a continuous current is generated. Photovoltaic modules can form independent power generation units with output power ranging from several hundred watts to several kilowatts by packaging dozens to hundreds of battery cells in series and parallel (such as 60 or 72 cells soldered in series). They can adapt to household distributed power plants (3-10kW) and meet the large-scale power demand of industrial and commercial power plants (MW level). Their overall performance depends entirely on the photoelectric conversion efficiency and stability of individual cells.
In the upstream of the photovoltaic industry chain, conductive paste is the “key functional carrier” of the metal electrode of solar cells, directly determining the final efficiency of the cell in converting light energy into electrical energy. Due to the fast iteration speed of photovoltaic technology routes (such as P-type PERC, N-type TOPCon/HJT), there are differences in sintering temperature (such as PERC cell sintering temperature of 800-900 ℃, HJT cell needs to be controlled below 200 ℃) and film structure (such as aluminum oxide for passivation layer and silicon nitride for anti reflection layer) among different battery manufacturers, which puts forward personalized requirements for the conductivity, high temperature resistance, and film adaptation of conductive materials. The mainstream photovoltaic conductive paste in the current market uses silver powder as the core functional phase (accounting for 70% -90%), supplemented by glass powder (flux, accounting for 5% -15%, used to reduce sintering temperature and enhance electrode adhesion) and organic carrier (dispersion medium, accounting for 5% -10%, used to stabilize powder dispersion). It is mainly used in the positive and negative electrode metallization process of batteries – coating the paste into a predetermined pattern (such as positive electrode fine grid line width of 30-50 μ m) through screen printing, forming a dense metal electrode after high-temperature sintering, and constructing a “export channel” for photo generated carriers.

The impact of conductive paste on battery performance runs through the entire life cycle, and is reflected in three major dimensions:
Firstly, carrier collection efficiency: If the silver powder in the slurry is unevenly dispersed, it will cause a “breakpoint” in the electrode conductive network, and some photo generated carriers cannot be effectively collected and lost, directly reducing the short-circuit current of the battery;
Secondly, power transmission loss: The electrode contact resistance formed by high-quality conductive paste is low (usually required to be ≤ 8m Ω), which can reduce the energy loss of carriers migrating from the semiconductor to the electrode and improve the battery filling factor;
Thirdly, long-term reliability: The adhesion between the slurry and the battery substrate, as well as the resistance to moisture and heat aging, directly determine the stability of the 25 year design life of the photovoltaic module. If the glass powder dispersion is poor, electrode delamination is prone to occur after sintering, resulting in an increase in the power attenuation rate of the module year by year (the annual attenuation rate of qualified products should be ≤ 0.7%).
With the rapid popularization of N-type battery technology (such as TOPCon, HJT), conductive pastes face more stringent performance challenges: for the high insulation properties of the alumina passivation layer, the paste needs to have film penetration at low sintering temperatures; For the dense structure of the silicon nitride anti reflection layer, it is necessary to optimize the glass powder composition to avoid damage to the film layer; Especially the laser doping (LECO) technology widely used in TOPCon batteries requires the paste to be compatible with fine line printing (fine grid line width ≤ 30 μ m) and high dispersion uniformity, otherwise problems such as grid line disconnection and contact resistance surge may occur.
Laboratory ultrasonic dispersion photovoltaic conductive paste: solving the pain points of dispersion in the research and development stage
In the laboratory research and development process of photovoltaic conductive paste (such as low silver formula screening, new glass powder verification), small batch pulping (usually 10-100mL) often faces significant dispersion difficulties, and laboratory ultrasonic dispersion technology has become a key means to break through the bottleneck:
1. Laboratory dispersed pain points and the value of ultrasound technology intervention
In laboratory pulping, traditional dispersion methods such as magnetic stirring and high-speed shear stirring have significant limitations:
Silver powder agglomeration is difficult to crack: Photovoltaic silver powder is mostly at the nanometer to submicron level (particle size 0.5-5 μ m), with a specific surface area of 5-15m ²/g. The surface energy is high and it is easy to form “chain like hard agglomerates”. Traditional stirring can only break macroscopic agglomerates and cannot tear nanoscale agglomerates, resulting in a 30% -50% increase in contact resistance of printed electrodes;
Uneven distribution of glass powder: If glass powder (particle size 1-3 μ m) accumulates locally, excessive glass phase will be formed after sintering, weakening the adhesion between the electrode and the substrate, and even resulting in a residual electrode rate of less than 80% in tape peeling tests;
Silver powder morphology is prone to damage: Although high-speed shear stirring (speed>5000r/min) can improve dispersion, it can easily cause deformation and angular wear of spherical silver powder, which in turn reduces electrode conductivity.
In response to the above issues, laboratory ultrasonic dispersion technology achieves precise dispersion through cavitation effect: high-frequency mechanical vibration (frequency 20-40kHz) generates tiny cavitation bubbles in the slurry. When the bubbles collapse, they release instantaneous high temperature (≥ 5000K), high pressure (≥ 100MPa) and micro jet (flow rate 100m/s), which can tear the hard aggregates of silver powder and promote the uniform filling of silver powder gaps without damaging the morphology of silver powder.
2. Key points of laboratory ultrasonic dispersion operation
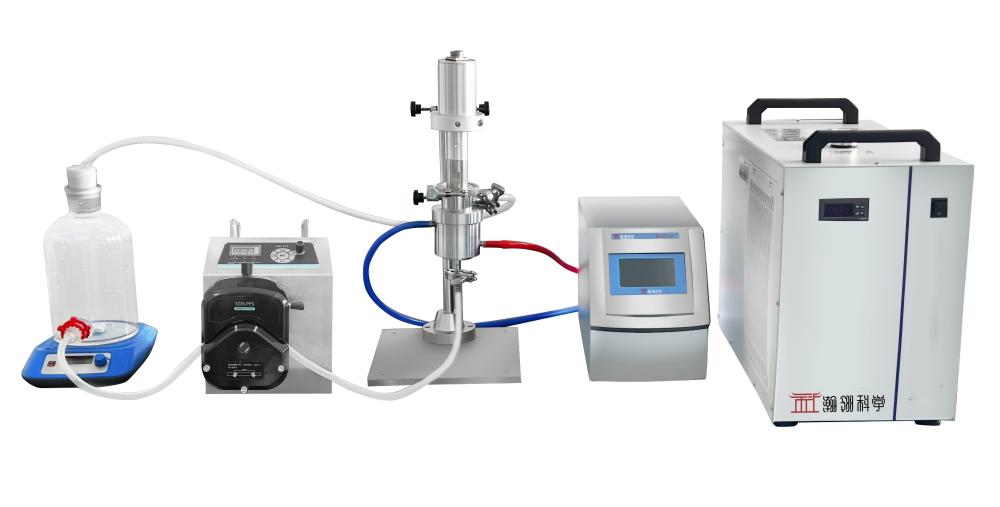
(1) Equipment selection and parameter control
Laboratory commonly used probe type ultrasonic disperser (power 50-300W), suitable for batch sizes of 10-500mL: For small batches (10-50mL), a 6-8mm diameter probe is selected to avoid excessive energy concentration; Use 10-12mm probes for medium batch (50-100mL) to ensure uniform energy transfer. Key parameters need to be precisely controlled:
Ultrasonic power: 80-150W when the solid content of silver powder is 30% -50%, and 150-200W when the solid content is greater than 50%, to prevent silver powder oxidation caused by insufficient dispersion or excessive power;
Ultrasonic time: using “pulse mode” (ultrasonic 3-5 seconds+intermittent 2-3 seconds), with a total duration of 10-25 minutes. The nano silver powder slurry needs to be extended to 15-20 minutes and monitored in real time by a particle size analyzer (target D50=1-3 μ m, Span ≤ 0.8);
Temperature control: Maintain the slurry temperature at 25-35 ℃ in an ice water bath to avoid volatilization of organic carriers or premature softening of glass powder.
(2) Dispersion effect and performance gain
Laboratory validation data shows that the application of photovoltaic conductive paste dispersed by ultrasound can achieve:
The electrode contact resistance decreased by 15% -25% (from 8-10m Ω to 6-7m Ω);
The photoelectric conversion efficiency of the battery is improved by 0.3-0.8 percentage points (such as the efficiency of N-type TOPCon batteries increasing from 25.2% to 25.9%);
Electrode adhesion increased by 10% -15% (residual area after tape peeling increased from 85% to over 95%).
Research and development of conductive paste for N-type batteries using ultrasonic dispersion technology
For the customized requirements of conductive paste for N-type batteries, laboratory ultrasonic dispersion technology can provide precise support:
Research and development of low silver paste: When the silver powder content is reduced from 85% to 75%, ultrasonic dispersion can ensure even distribution of a small amount of silver powder, verify the correlation between silver powder dosage and conductivity, and provide data basis for cost reduction formula;
Membrane adaptation optimization: For the alumina passivation layer of TOPCon batteries, the glass powder composition needs to be adjusted to improve penetration. Ultrasonic dispersion can ensure uniform mixing of the new glass powder and silver powder, quickly verifying the effect of different glass powder ratios on sintering efficiency;
Fine line printing adaptation: The viscosity of the slurry after ultrasonic dispersion is more stable (2000-5000mPa · s, shear rate 10s ⁻¹), and the rheological curve has no obvious thixotropy, which can meet the printing needs of fine grid lines below 30 μ m and avoid grid breakage problems.
Summary
Photovoltaic conductive materials are the “core lifeline” that determines the efficiency and reliability of solar cells, and their performance optimization needs to break through the bottleneck of dispersion from the laboratory research and development stage. The laboratory ultrasonic dispersion photovoltaic conductive paste technology precisely solves the problem of micro aggregation of silver powder and glass powder through cavitation effect. It not only improves the dispersion uniformity of the paste itself, but also provides an efficient verification path for the research and development of conductive paste for new technology routes such as N-type batteries. In the context of the photovoltaic industry iterating towards “higher efficiency and lower cost”, this technology will become a key support for promoting innovation in conductive materials and accelerating breakthroughs in battery performance.