20khz Ultrasonic Homogenizer
In many fields of modern science and industry, we often need to deal with the microscopic world – whether it’s uniformly dispersing tiny particles in liquids or breaking down massive cellular structures to release their internal substances. One of the core tools for completing these ingenious tasks is the homogenization equipment based on 20kHz ultrasonic technology. It does not rely on brute force like the stirring in the macroscopic world, but creates revolutionary changes in liquid media in an almost “invisible” yet extremely powerful way.
Exploring the Principle: The Invisible ‘Micro Storm’
The source of all this power begins with a sound frequency that our human ears cannot capture: 20000 hertz (20kHz). This frequency is much higher than the upper limit of human hearing and belongs to the category of ultrasound. The core device of this technology is usually referred to as an “ultrasonic processor” or “ultrasonic homogenizer”, and its key component is a transducer that can convert high-frequency electrical energy into mechanical vibration.
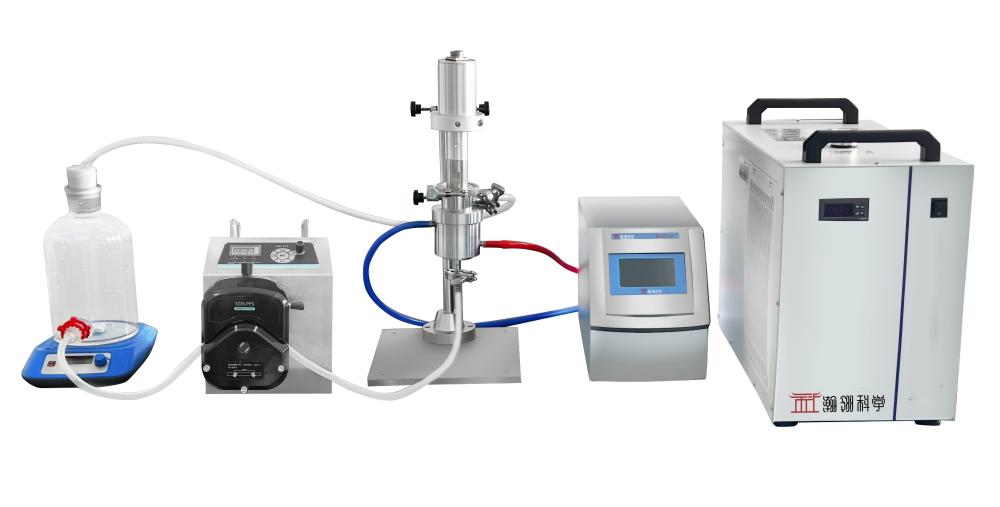
This transducer drives a specially designed probe (also known as a horn) to perform longitudinal stretching and contracting vibrations at an extremely high frequency of 20000 times per second. When the end of the probe is immersed in the liquid sample to be processed, this intense vibration will generate and transmit ultrasonic waves in the liquid medium like a tuning fork placed in water.
The most critical phenomenon subsequently occurs – the ‘cavitation effect’. We can imagine that in the alternating cycle of positive and negative ultrasound pressure, the pressure in the local area of the liquid will undergo drastic changes. During the negative pressure cycle, countless tiny “vacuum bubbles” or “cavities” are pulled out of the liquid; Subsequently, during the positive pressure cycle, these bubbles did not have time to rebound and were instantly crushed and collapsed by the pressure of the surrounding liquid with overwhelming force. This process occurs in an instant of one billionth of a second, in the extremely small space where bubbles collapse, producing incredible high temperatures (about 5000K), high pressures (about 1000 atmospheres), as well as strong shock waves and high-speed microjets.
It is precisely these countless microscopic “explosions” that spread throughout the liquid and repeat themselves, forming the original driving force for homogenization, fragmentation, dispersion, and emulsification. The shear force they generate is finer and more intense than any mechanical blade, effectively breaking down the agglomeration between particles, crushing large particles into sub micron or even nanometer levels, or easily tearing apart cell walls and membranes.
Application Overview: From Laboratories to Industrial Production Lines
With its unique mechanism of action, the 20kHz ultrasonic homogenization technology exhibits extremely wide applicability.
*Life Science and Biotechnology: In the laboratory, it is a powerful assistant for extracting biomolecules such as nucleic acids, proteins, enzymes, etc. from cells. By precisely controlling ultrasound parameters, bacteria, yeast, animal and plant tissues can be efficiently fragmented while maintaining the activity of target biomolecules, laying the foundation for downstream analysis such as PCR, electrophoresis, sequencing, etc.
*Nanomaterials and Chemical Synthesis: In the field of nanotechnology, it is used to prepare nanoparticles (such as metal and oxide nanomaterials), ensuring uniform particle size, stable dispersion, and avoiding sedimentation. Meanwhile, it can accelerate chemical reactions, promote emulsification and polymerization processes, and is a key equipment for synthesizing high-performance composite materials.
*Food and beverage industry: In food processing, it can be used to improve the texture and stability of products. For example, it is used to manufacture more delicate sauces, seasonings, and ice cream, or to homogenize fruit juice and milk to prevent fat from floating and settling, thereby extending shelf life.
*Pharmaceuticals and cosmetics: In the pharmaceutical industry, it is used to prepare new drug delivery systems such as liposomes and nanoemulsions, improving the bioavailability of drugs. In the cosmetics field, it is used to produce creams, lotion and essence with fine particles and better absorption.
Advantage analysis: Why choose ultrasound?
Compared with traditional methods such as mechanical stirring, high-pressure homogenization, or ball milling, 20kHz ultrasonic homogenization technology has many irreplaceable advantages:
1. Excellent efficiency: The local extreme conditions generated by cavitation effect make it more efficient in handling stubborn samples such as tough cell walls and high hardness materials.
2. Uniform results: The effect of ultrasound is spread throughout the entire processing area, which can obtain samples with narrower particle size distribution and better consistency.
3. Strong controllability: By adjusting the ultrasound power, action time (often using pulse mode to prevent overheating), and probe type, precise control of the treatment process can be achieved, meeting different needs from mild dispersion to severe fragmentation.
4. Wide adaptability of samples: From laboratory samples of a few milliliters to large reaction vessels with continuous flow in industrial production, this technology can easily cope with different equipment configurations.
5. Clean and efficient: The equipment structure is relatively simple, and the probe is easy to clean and disinfect, which can effectively reduce cross contamination between batches.
Considerations and Prospects
Of course, the application of technology also needs to be balanced. During the ultrasonic treatment process, significant heat is generated, which usually requires the use of an ice bath or cooling jacket; For some highly sensitive biological samples, prolonged ultrasound time may lead to degradation of the target substance. In addition, the material of the probe (usually titanium alloy) needs to be selected according to the chemical properties of the processed sample to prevent corrosion.
Looking ahead to the future, with a deeper understanding of the physical mechanism of cavitation effect and the development of automation and intelligent control technology, 20kHz ultrasonic homogenization technology will inevitably evolve towards more precise, efficient, and energy-saving directions. As a bridge connecting macro operations and micro transformations, it will continue to play an indispensable key role in promoting new material development, life science exploration, and industrial manufacturing upgrading.
If you want to purchase equipment, please click here.